
Have you ever encountered this situation: At home, an aluminum wire is connected to a copper terminal. After several years of use, the power suddenly cuts out for no apparent reason, or the connection point becomes abnormally hot? Upon disassembly, you might find the joint covered in a layer of white or blue-green powder, or even completely corroded.
This is a classic case of “copper-aluminum transition corrosion.” While it appears to be a simple material compatibility issue, it actually stems from a fierce yet hidden “electrochemical war.” Today, we delve into why this seemingly minor problem is so challenging to resolve.
Copper and aluminum are like neighbors with completely different personalities and backgrounds, forced together by “electricians” to coexist—conflict is inevitable.
In the electrochemical realm, every metal possesses a standard electrode potential—essentially its “electrical charge level.” This value determines whether it tends to lose electrons (oxidize) or gain electrons (reduce) when encountering an electrolyte.
Aluminum (Al): Standard electrode potential approximately -1.66 V. It is a highly reactive “generous” metal, readily losing electrons.
Copper (Cu): Standard electrode potential approximately +0.34 V. It is a highly stable “receptor-type” metal, resistant to losing electrons.
When directly connected, aluminum’s potential is significantly lower than copper’s, creating a pronounced potential difference of nearly 2 volts. This is analogous to connecting a reservoir with high water level to one with low water level—water flows from high to low. Here, electrons continuously flow from the lower-potential aluminum to the higher-potential copper.
Potential difference alone cannot initiate a reaction in a vacuum. However, the ubiquitous water vapor (H₂O) in our air serves as the most common electrolyte. If the air also contains pollutants like carbon dioxide (CO₂) or sulfur dioxide (SO₂), these dissolve in water to form acidic solutions that significantly enhance the electrolyte’s conductivity, creating the perfect “battlefield” for corrosion reactions.
Now, let’s place copper and aluminum in moist air and see what happens. This process essentially forms a galvanic cell—a miniature “spontaneous battery.”
Anode (Sacrificial Electrode): Aluminum.
Due to its low potential, it is forced to lose electrons, undergoing oxidation.
4Al → 4Al³⁺+ 12e⁻(Aluminum atoms become aluminum ions and corrode)
Cathode (Protected Electrode): Copper.
It gains electrons flowing from aluminum, undergoing a reduction reaction. In acidic or neutral environments, oxygen primarily accepts electrons.
3O₂ + 6H₂O + 12e⁻→ 12OH⁻(Oxygen and water form hydroxide ions)
Current circuit: Electrons flow from aluminum to copper through the metal connection (wire). Ions move within the electrolyte (water film), completing the circuit.
Aluminum oxidized into Al³⁺ ions combines with OH⁻ ions generated at the cathode to form white aluminum hydroxide Al(OH)₃.
Al³⁺+ 3OH⁻→Al(OH)₃
Aluminum hydroxide further dehydrates to form the more stable aluminum oxide (Al₂O₃). Yes, this is the dense protective layer on aluminum surfaces. The problem lies in the fact that this aluminum oxide film generated during the galvanic reaction is porous and powdery. It offers no protective capability whatsoever and instead accelerates the contact between the underlying metal and air/moisture.
If chloride ions (Cl⁻, from salts) or sulfate ions (SO₄²⁻, from industrial pollution) are present in the environment, various green basic salts will also form, intensifying the corrosion.
Understanding the mechanism reveals its complexity:
The substantial potential difference between copper and aluminum is a physical law that cannot be altered. As long as they coexist in an electrolyte, the corrosion reaction will proceed spontaneously. We cannot change this natural law; we can only seek ways to “delay” or “isolate” it.
– Once corrosion begins, the formed porous aluminum oxide and hydroxides expand in volume, displacing space and loosening the connection point, causing contact resistance to surge dramatically.
– According to Joule’s Law (P = I²R), increased resistance leads to severe localized heating when current flows.
– High temperatures accelerate all chemical reaction rates, including the corrosion reaction itself, while driving off moisture from the air. However, upon condensation, the environment becomes even more humid.
– This creates a vicious cycle: “corrosion → increased resistance → heating → accelerated corrosion,” ultimately leading to complete burnout of the connection point.
Corrosion occurs internally within contact surfaces, often undetectable from the outside. Surfaces may appear intact while internal electrochemical warfare has been raging for years. By the time issues surface, it’s usually too late, with equipment already at risk of failure.
Since we cannot prevent them from “fighting,” we must “separate” them. Modern engineering employs several primary solutions:
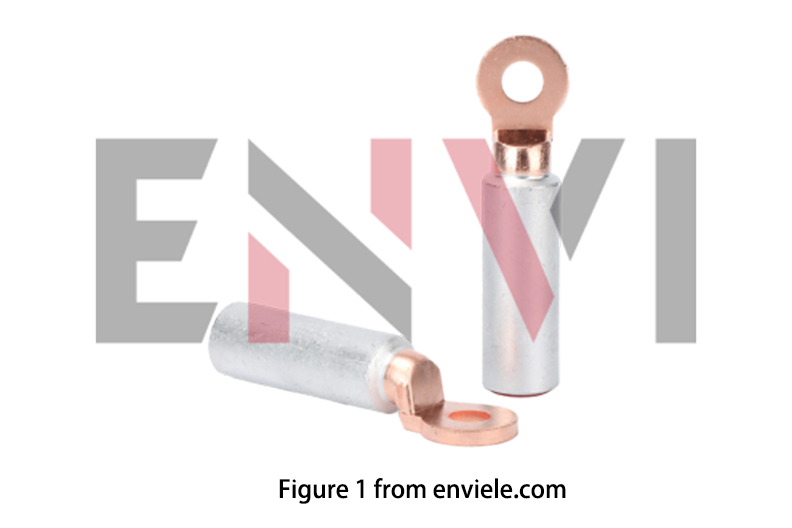
This is currently the most reliable approach. Between copper and aluminum, weld or crimp a “mediator”—a copper-aluminum transition plate or copper-aluminum terminal. One end of this “intermediary” is aluminum, the other copper. Manufactured via friction welding, it achieves atomic-level metallurgical bonding, forming a dense alloy transition layer that effectively blocks external medium intrusion. Figure 1 shows a copper-aluminum transition terminal produced using friction welding.

A transition metal layer is plated onto either the copper or aluminum end. The most common approach is tin (Sn) plating on the aluminum surface. Tin’s potential lies between copper and aluminum, acting as a buffer. Additionally, tin is chemically stable in air and forms a protective oxide layer. Figure 2 shows a terminal with a tin-plated surface.

Apply electrical compound paste (commonly known as conductive paste) to the joint. This paste fills microscopic voids in the contact surfaces, displacing air and moisture. Additionally, components like zinc powder provide some electrochemical protection. However, this is typically used as a supplementary measure.
Use disc washers to provide constant contact pressure, counteracting loosening caused by corrosion products and creep.
Regularly tighten and inspect joints to prevent issues before they arise.
Copper-aluminum transition corrosion is an inevitable process driven by material properties (potential difference) and accelerated by the environment (electrolyte), following electrochemical principles. Its complexity lies in its spontaneity, hidden nature, and vicious cycle characteristics. Therefore, when dealing with copper-aluminum connections, simply tightening them is insufficient. Understanding the underlying science and adopting the correct “truce” strategy—such as using certified copper-aluminum transition terminals—is key to ensuring long-term safe and stable operation of electrical connections. This represents not only practical standards for electricians but also a classic application of materials science and electrochemistry principles in engineering practice.

With extensive experience, excellent craftsmanship, and superior customer service, we meet various technical requirements to satisfy our customers and have gained widespread







